東京表参道の諸塚村
~くぬぎ、コナラの家具と小物~村の在り方そのままに
里山の木が家具になる。
今回のプロジェクトで取り組んだ 諸塚村の里山の木が 家具や小物になるまでの工程をご紹介します。
諸塚村の山では季節毎に山菜やハチやイノシシなどの恵みがあります。
■出材(ウッドピア諸塚) 
ウッドピア諸塚が出材する原木は年に約1000m3でそのうち21cm以上の規格外大径木の割合は5~6%前後です。現場では重機を使って木をひきあげワイヤーで集めて、コナラ、クヌギ、規格を仕分けしてトラックに積み出材しています。通常1トンで0.8m3と計算しています。
プロジェクトの初年度で使われた材は伐った時期が悪かったり、半年間野ざらしにされていたり非常に条件の悪いものしか手当てできませんでした。原木で1.5m3でした。
■製材、乾燥、木取り(中村製材所)
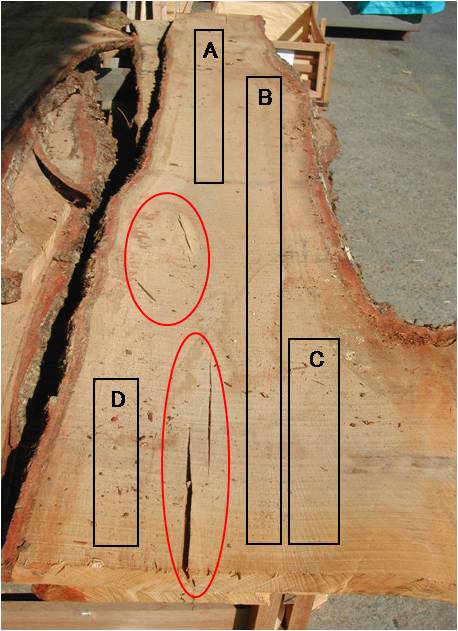
今回取り組みましたコナラ・ミズナラ材の状態があまりよい物ではありませんでした。伐期や保管状態が起因したのかピンホールやヤケが見受けられました。
製材後、板の状態で自然乾燥の時間を取りたかったのですが、これもまた時間の都合によりほとんど取れないまま人工乾燥を施しました。
 ピンホール |
 乾燥窯 |
■木取り(中村製作所)
約40℃から徐々にスチームをあてながら75℃ぐらいまで上げていき、約3週間をかけて乾燥させました。出来るだけ負荷をかけずに配慮しましたが、乾燥後の状態はソリや割れなども発生し、結果的には1枚1枚板の表面を見ながら木取りをしていかなければなりませんでした。

最終的には、歩留まり10%ほどで、原木の選別から対応しないといけないことを痛感しました。
ミズナラ27㎜・38㎜・48㎜の29枚よりどうにか椅子4脚分の木取材が取れました。但し、予備材が取れていない状況です。

1回目の結果を踏まえて、2回目の試作では秋の適期に伐採した中から選木した材を使って開発を進めています。
海外からの広葉樹材の供給は、年をかさねるごとに厳しくなっています。あらたな資源の開発には、重要な意味があると思います。
 集製材の加工 |
-----> | 
天板 |
新しくオリジナルの開発をするには半年ほどかかり、ターゲットなど含め始めから組み立て直す必要があるため、今回は従来クリ材で作っている「SATOYAMA」というモデルで作りました。山形の家具工場で製作しましたが九州にも大川という家具の町があり先々はそちらで作ることも可能です。

■小物デザイン、加工(ロジエ)
靴べらと小物温湿度計などをつくりました。木目の細かい広葉樹は表現しやすく、サンプルをもらった時そんなに課題はないとおもいました。ただ小物は家具のように広い面積がないので形は同じでも、木目の出方で1個は白い、1個は黒いとなると、デザインにどうおりこんでいくか、またどう説明していくかが課題だとおもいます。